Так как в нашей атмосфере содержится кислород, который моментально окисляет свариваемую поверхность, то дуговая сварка должна проводиться либо в среде инертных защитных газов или при помощи электродов со специальной обмазкой. Данный вид обмазки при сгорании создает защитный слой, предохраняющий свариваемые поверхности от окисления и служит залогом крепкого и надежного шва. Сварочный шов образуется по мере движения сварочной дуги.
Электродами с обмазкой принципом дуговой сварки можно соединять:
- черные металлы и нержавеющую сталь;
- черный металл с обычной проволокой без обмазки можно сваривать в защитной среде углекислого газа;
- сварка алюминия и других цветных металлов производится в защитной среде инертного газа аргона, любым видом электрода (плавящимся и нет);
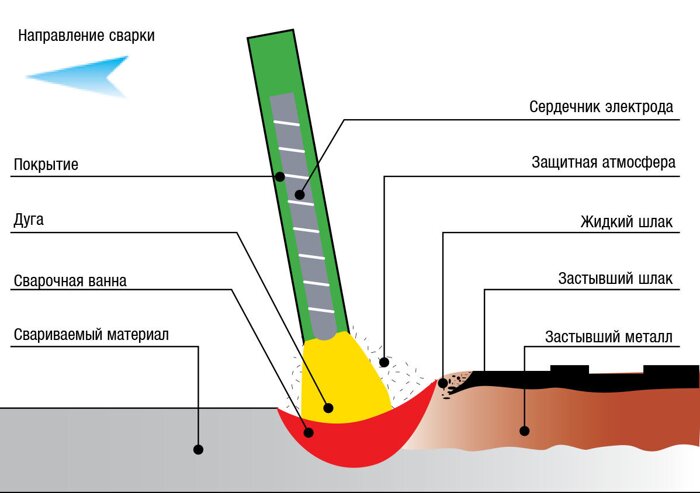
Принцип дуговой сварки:
Дуговая сварка может осуществляться при подаче постоянного и переменного тока. В основе любого из этих способов лежит принцип расплавления металла при помощи металлической дуги и последующей кристаллизации сварного шва. Кристаллическая решетка сварного шва обеспечивает большую крепость соединению. Поэтому при качественно выполненной сварке вероятна возможность, что деталь сломается в месте сварки гораздо ниже, чем то, что она сломается рядом со сварочным швом.
- Какой бы металл вы не сваривали, принцип дуговой сварки остается одним: сварочный аппарат при помощи постоянного или переменного тока создает дугу;
- Электрическая дуга своим теплом расплавляет электрод и основной металл, создавая сварочную ванную;
- При помощи воздействия электрических сил, расплавленные капли металла перемещаются с электрода на место сварки;
- Этот процесс может происходить либо в защитной среде инертного газа подаваемого непосредственно в зону сварки;
- Во втором случае защитные газовые испарения выделяются по мере сгорания обмазки электрода;
- В процессе остывания металл кристаллизуется в сварочной ванне , образуется прочный сварочный шов.
Тонкости и особенности дуговой сварки:
- В бытовой практике в основном используется сварка постоянным током электродами с обмазкой. Она широко доступна, и не требует усложнения конструкции аппарата в виде подачи инертного газа в зону сварки и проволоки, подобные аппараты называются полуавтоматическими;
- Чем толще электрод, тем больше нужна сила тока для сварки. Самый распространенный вид электродов с диаметром 3 мм. Он подходит практически для любых соединений;
- Если к началу сварки электрод имеет комнатную температуру, то при разогреве он накаляется до 500-600 градусов Цельсия;
- Для домашнего использования лучше выбрать небольшой инверторный сварочный аппарат постоянного тока. Он отличается невысокой ценой, компактными размерами, не вызывает скачков напряжения в сети. С таким аппаратом ваши соседи даже не догадаются, что вы проводите сварочные работы дома;
- Недостатком аппаратов данного вида является его невозможность сварки тонкого металла: жести, алюминия и других цветных металлов, кроме нержавеющей стали;
- Для соединения тонких металлов потребуется полуавтоматический сварочный аппарат, который имеет возможность подачи сварочной проволоки и инертного защитного газа непосредственно в зону сварки.
Виды электродов для сварки:
- Электроды с обмазкой используются при сварке следующих металлов: стали, нержавеющая сталь, оцинковка, чугун;
- Легированные и цветные металлы варятся и плавящимися и неплавящимися электродами исключительно в среде инертных газов.





